Optimalisatie van productieplanning in de mengvoederindustrie - VVSOR - VVSOR
Netherlands Society for Statistics and Operations Research | Dutch
Een klassiek operationeel onderzoeksprobleem, zo zou je het productieplanningsvraagstuk kunnen typeren waar zo’n 120 mengvoederfabrieken in Nederland dagelijks mee te maken hebben. Echter, met een aantal processpecifieke restricties en de toenemende beschikbaarheid van procesdata, biedt het optimalisatieprobleem ook op academisch gebied veel uitdagingen. Dit artikel beschrijft het publiek-private samenwerkingsverband tussen het CWI en ENGIE Services* die samen deze uitdagingen zijn aangegaan. Na het introduceren van het productieproces en belichting van het planningsprobleem wordt onze optimalisatie van de productieplanning in de mengvoederindustrie beschreven.
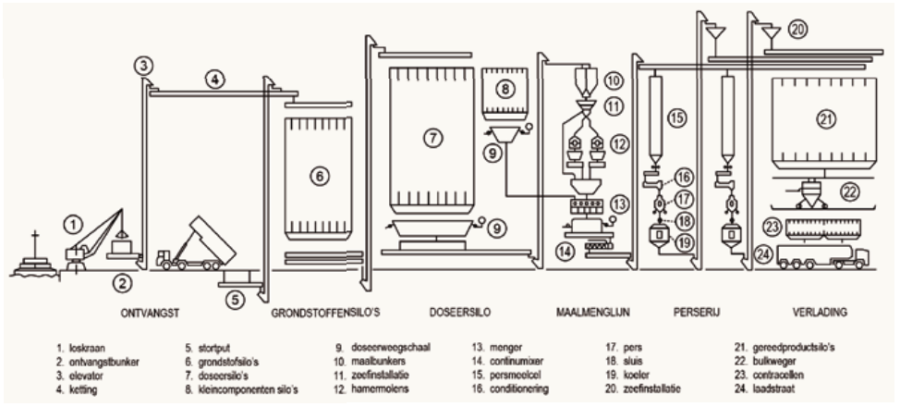
In het onderzoek staan de moderne mengvoederfabrieken die een groot aantal samengestelde biogrondstoffen combineren en verwerken tot verschillende soorten diervoer (voornamelijk veevoer) centraal. Het productieproces bestaat uit grofweg twee fasen. In de eerste fase worden de biogrondstoffen (bijvoorbeeld tarwe of gerst) gemalen en gemengd tot een homogeen geheel in de zogenaamde maalmenglijn. Tijdens de tweede fase in de perserij wordt het gemengde halffabricaat geperst tot korrels (zie figuur 1). Figuur 2 toont een schematische weergave van het hele productieproces, inclusief de grondstofinname en de verlading van eindproducten in vrachtwagens.
Klanten (voornamelijk boeren) plaatsen bestellingen en het is aan de planners om de productievolgorde te bepalen, zodat klanten op tijd geleverd worden. Daarnaast is er een voorraad van standaardproducten die op peil moet worden gehouden. Wanneer de klanten op tijd beleverd kunnen worden, is een andere doelstelling om de benuttingsgraad van de fabriek te maximaliseren.
Verscheidene aspecten maken het opstellen van een toegestane en efficiënte planning lastig. Zo is er een beperkte silocapaciteit voor halffabricaten en eindproducten, wat kan leiden tot productiestilstand. Verder kan niet elk product geproduceerd worden op alle productielijnen en ook de productietijden variëren. Daarbij komt het regelmatig voor dat een productielijn in onderhoud is.
Een ander planningsaspect is dat niet alle productieplanningen zijn toegestaan wegens vervuilingsrestricties. Sommige producten vervuilen het productieproces, waardoor andere producten niet direct erachter gepland kunnen worden. Ter illustratie, koper is essentieel voor varkens terwijl een kleine dosis al fataal kan zijn voor schapen. In het geval van vervuiling moet de productielijn eerst worden schoongemaakt. Dit kan efficiënt gebeuren door de tussenproductie van een niet-vervuilend product waarvoor de bestaande vervuiling geen probleem is. Op deze manier wordt de productiecapaciteit benut, terwijl tegelijkertijd de productielijn wordt schoongemaakt. Handig omspringen met deze vervuilingsrestricties, verhoogt de benuttingsgraad van de fabriek.
Naast de vervuilingsrestricties is een ander volgordeafhankelijk planningsaspect dat producten verschillende machineconfiguraties vereisen. Tijdens een configuratiewijziging kan er niet geproduceerd worden wat ten koste gaat van de machinebenuttingsgraad. Zo kunnen producten verschillende zeefmaten vereisen bij het malen, waardoor er een productiebelemmerende zeefwissel moet plaatsvinden.
Een trend van de laatste decennia is dat klanten steeds meer specifieke producten bestellen (zogenaamde mass customization). Boeren zijn continu op zoek naar de beste voersamenstelling voor hun vee. Een boer kan bijvoorbeeld een product met extra eiwitten bestellen, omdat hij merkt dat het de melkproductie van zijn koeien doet toenemen. In sommige fabrieken was voorheen 80% standaardproductie, terwijl nu 80% van de productie maatwerk is. Gevolg is dat het tot complexere planningssituaties leidt.
Naast de genoemde deterministische aspecten is er ook nog een aantal stochastische aspecten die het plannen bemoeilijken. Zo zijn er regelmatig storingen, waardoor bedachte planningen herzien moeten worden met als doel om zoveel mogelijk klanten alsnog op tijd te kunnen leveren. Tevens zijn de productietijden stochastisch met seizoentrends. De doorlooptijd in de maler, bijvoorbeeld, varieert per seizoen door verschillende taaiheid van oogsten.
In veel fabrieken wordt het complexe productieplanningsprobleem nu met de hand opgelost door ervaren planningsexperts, maar dat is arbeidsintensief en inflexibel. Als er na veel arbeid een planning is opgesteld, zijn planners terughoudend met het aanpassen van de planning bij verstoringen of bij nieuwe kansen, bijvoorbeeld in het geval van een winstgevende spoedorder.
Het doel van dit onderzoeksproject is om algoritmes te ontwikkelen die het dynamische productieplanningsprobleem binnen de mengvoederindustrie (zo efficiënt mogelijk) oplossen. Een belangrijke focus daarbij is het ontwikkelen van robuuste planningen die zo min mogelijk wijzingen vereisen bij onvoorziene omstandigheden, zoals een kapotte machine of een spoedorder. Het specifieke planningsprobleem kan in de grotere context van smart industry worden beschouwd. In smart industry, ook wel bekend als de vierde industriële revolutie, draait het om de benutting van de grote hoeveelheden aan (real-time) data, die alles kwantificeert van het productie en logistieke proces, voor een efficiëntere industrie.
De vervuilingsrestricties en de omschakelingen van machineconfiguraties zorgen voor volgordeafhankelijke opstarttijden. Specifiek, de vervuilingsrestricties zorgen ervoor dat er sprake is van volgordeafhankelijke opstarttijden waarvoor de driehoeksongelijkheid niet geldt. Als voorbeeld, de totale opstarttijd voor planning A ➞ B ➞ C kan kleiner zijn dan voor planning A ➞ C in het geval productie A tot vervuiling leidt voor productie C en productie B als schoonmaak kan dienen. Het is interessant om de theoretische implicaties hiervan te onderzoeken en te benutten.
Zowel productiefase 1 (op een maalmenglijn) als fase 2 (bij de perserij) bestaan over het algemeen uit meerdere parallelle productielijnen. Naast de productievolgorde, moet de planner dus ook bepalen op welke maalmenglijn en perslijn een product te produceren. Bovendien is elke productielijn opgebouwd uit in serie geschakelde units waarin specifieke productiestappen plaatsvinden. Een maalmenglijn heeft bijvoorbeeld een maalunit en een mengunit. Iedere unit biedt ruimte aan een specifiek product zodat meerdere producten gelijktijdig geproduceerd kunnen worden in de verschillende units van een productielijn. Elk product heeft verschillende productietijden bij verschillende units en hun bottlenecks kunnen variëren. Tussen de units is meestal geen opslagruimte en inhalen is geen optie. Gevolg is dat een snel product evengoed langzaam wordt geproduceerd als deze achter een traag product wordt gepland. Dit resulteert in zogenaamde verschuivende bottlenecks, dat wil zeggen de bottleneck van een productielijn verschuift over de tijd (afhankelijk van de te plannen producten en de planning). Handig omspringen met deze verschuivende bottlenecks kan de productiecapaciteit verhogen.
Bekend is dat alle benoemde facetten een planningsprobleem over het algemeen moeilijker maken, zie Pinedo (2016). Anders gezegd, het mengvoederplanningsprobleem is NP-hard, wat grofweg inhoudt dat er weinig hoop is voor een ‘efficiënt’ algoritme om het planningsprobleem exact op te lossen. Praktisch betekent dit dat de rekentijd exponentieel toeneemt met het aantal in te plannen productieorders. De grens van wat oplosbaar is binnen afzienbare rekentijd, zeg binnen een uur, wordt daarom snel bereikt voor een groeiend aantal productieorders.
Onze eerste aanpak is om de maalmenglijnen en de perserij van het planningsprobleem te modelleren als een mixed integer linear programming (MILP). Een MILP is een wiskundig optimalisatieprogramma van lineaire aard, waarin sommige optimalisatievariabelen zich beperken tot de gehele getallen. Evenals het mengvoeder planningsprobleem is het oplossen van een MILP over het algemeen complex (NP-hard) en dus wordt er met deze aanpak in essentie niet toegegeven aan de complexiteit. De verdere voornaamste redenen voor een MILP-aanpak zijn:
• De modeleerexercitie resulteert in diepgaand inzicht in de kern van het probleem.
• Een MILP-aanpak geeft veel flexibiliteit. Het maakt het mogelijk om met relatief weinig moeite verschillende fabrieksopstellingen (bijvoorbeeld een extra perslijn) te modelleren met verschillende doelstellingen. Ook bij een kapotte machine kan de MILP aangepast worden en opnieuw worden doorgerekend. Deze flexibiliteit is ook handig om het potentieel te onderzoeken van een extra productielijn en zodoende inzicht te krijgen of het de extra investering waard is.
• Ondanks dat het planningsprobleem theoretisch gezien een complex probleem is, maakt de enorme toename in computerrekenkracht in combinatie met de ontwikkelingen van commerciële MILP-oplossoftware het tegenwoordig mogelijk om aanzienlijke instanties op te lossen (waarvoor volledige enumeratie praktisch nog steeds onmogelijk is). Optimale oplossingen kunnen tevens benut worden bij het testen van heuristieken (stelregels) geschikt voor nog grotere instanties.
• Door de zoekruimte voor planningen te beperken met extra restricties, kan de MILP als basis dienen van een heuristische benadering voor grotere planningsinstanties.
• Het onderzoeksgebied van robuuste optimalisering neemt een MILP als uitgangspunt en past restricties aan zodat er meer speling ontstaat. De gedachte is dat er niet meer op het scherpst van de snede wordt geoptimaliseerd maar op robuustheid, zodat een planning niet helemaal op de schop hoeft als een coëfficiënt in de programmering ook maar iets verandert.
Een algemeen MILP-model is reeds ontwikkeld, zie Berkhout et al. (2017), en dit wordt nu toegespitst op een daadwerkelijke fabrieksopstelling met historische productiedata. Het fine tunen van het model aan de werkelijkheid is een essentiële maar ook uitdagende en tijdrovende klus. Als deze stap is genomen, kan specifieker gekeken worden naar hoe het probleem zo efficiënt mogelijk op te lossen. De eerste resultaten zijn hoopvol: initiële experimenten demonstreren dat met een efficiëntere planning de fabriek 8% minder tijd nodig heeft om hetzelfde te produceren als een eerder gerealiseerde planning terwijl de klantendeadlines gerespecteerd blijven. Het project is in 2017 met 2 jaar verlengd om de eerste inzichten verder uit te bouwen. Wordt dus vervolgd.
* ENGIE Services is de grootste technologische dienstverlener in Nederland die gespecialiseerd is in de automatisering van mengvoederfabrieken.
Kenniscentrum InfoMil van Rijkswaterstaat. (2018) Geraadpleegd op 30-3-2018 via https://www.infomil.nl/onderwerpen/lucht-water/lucht/activiteiten/diervoederindustrie/ procesbeschrijving/
Berkhout, J., Pauwels, E., van der Mei, R. D., Stolze, J., & Broersen, S. (2017). Short-term Production Scheduling with Non-triangular Sequence-dependent Setup Times and Shifting Production Bottlenecks. Under revision.
Pinedo, M. L. (2016). Scheduling: Theory, Algorithms, and Systems. Springer International Publishing.
STAtOR 2018 nr. 2 pagina 4-7
Joost Berkhout is als postdoc Intelligent and Autonomous Systems werkzaam bij het Centrum Wiskunde & Informatica.
E-mail: joost.berkhout@cwi.nl
Eric Pauwels is groepsleider Intelligent and Autonomous Systems bij het Centrum Wiskunde & Informatica.
Rob van der Mei is manager Research en Strategie bij het Centrum Wiskunde & Informatica.
Jan Stolze is als consultant MES Expert Center werkzaam bij ENGIE Services.
Siem Broersen is manager IA en MES Expert Center bij ENGIE Services.